
 Sv
Sv
Hem / Nybörjare / Självhäftande fästelement: hur de fungerar, vilken typ som ska användas och hur man specificerar dem rätt



Vi välkomnar dig att kontakta oss, stabila inte bara din pålitliga leverantör, utan också din turstworthy affärspartner.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Apr 01,2026
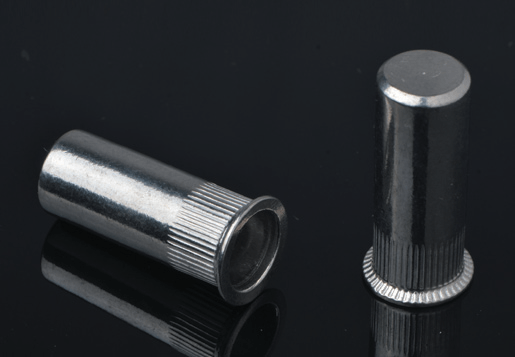
Självlåsande fästelement är precisionskonstruerade hårdvarukomponenter - muttrar, dubbar, avstånd, stift och buntbandsfästen - som är permanent installerade i tunna metallplåtar genom att pressa dem i ett förstansat hål med hjälp av en stanspress, arborpress eller hydrauliskt insättningsverktyg. Till skillnad från svetsade fästelement som kräver värme, eller limbundna insatser som förlitar sig på kemisk bindning, förankrar självhäftande fästelement sig mekaniskt genom en kallformningsprocess: fästelementets tandade eller räfflade klämring förskjuter material från plåten in i ett speciellt utformat underskuret spår, vilket skapar en permanent fog som ruttnar ut eller ruttnar ut, vilket inte kan skapas för att trycka tillbaka eller ruttna. av panelen.
Fysiken i självhävande installation är värd att förstå eftersom den förklarar varför processkraven inte är förhandlingsbara. När införingstrycket appliceras kommer fästelementets härdade klämstäd in i det stansade hålet, och skaftgeometrin förskjuter det mjukare arkmaterialet utåt och sedan inåt i det underskurna spåret under klämringen. Denna förskjutna metall låser sig mekaniskt runt underskärningen och skapar en fog vars utskjutningsbelastning bestäms av den förskjutna metallpelarens skjuvhållfasthet. Panelmaterialet måste vara mjukare än fästmaterialet - vanligtvis minst Rockwell B 20 - för att denna plastiska deformation ska ske rent utan att studsa tillbaka eller misslyckas med att fylla underskärningen.
Resultatet är ett fästelement som blir en permanent del av plåtpanelen, jämnt med eller något stolt över en yta, vilket ger en högkvalitativ gängad eller ogängad anslutningspunkt som kan användas med alla vanliga passande fästelement. Självhäftande teknologi utvecklades och patenterades av Penn Engineering (PEM-varumärket) på 1940-talet och har sedan dess blivit en global standardinstallationsmetod för plåtmontage inom elektronik, telekommunikation, fordons-, flyg- och industriutrustningstillverkning, med dussintals tillverkare som producerar kompatibla produktlinjer under varumärken inklusive Sherex, W, W. och Sherhoff.
Den självhäftande fäste familjen täcker ett brett utbud av funktionella typer, var och en utformad för att lösa ett specifikt mekaniskt behov i plåtmontage. Att välja rätt typ innan du anger gängstorlek eller material sparar betydande omarbete och säkerställer att det installerade fästelementet faktiskt utför sin avsedda funktion i den monterade produkten.
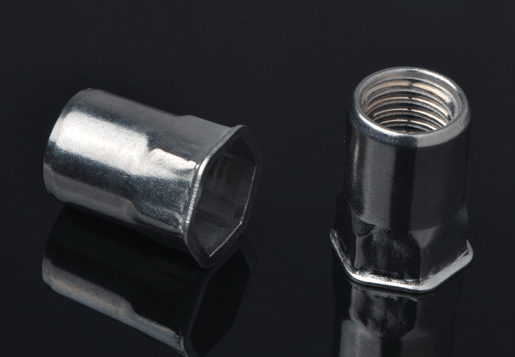
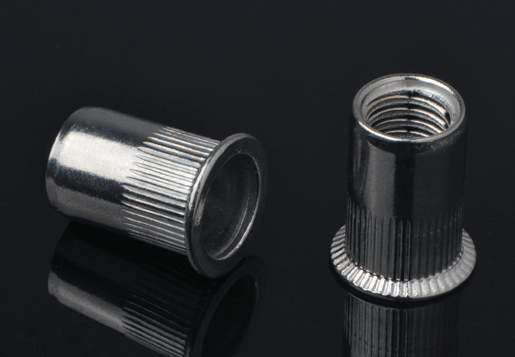
Självhäftande nötter - även kallade clinchnötter eller PEM-nötter - är den mest använda typen. De installeras i plan i en panel från ena sidan och ger ett gängat hål för en passande bult eller maskinskruv från båda sidor. Den installerade muttern har en ren, jämn eller något upphöjd yta som är helt kompatibel med standard metriska och enhetliga gängbultar. Clinchmuttrar finns med standardgängstigning, fingänga och metriska ISO-gängor från M2 till M12, som täcker hela sortimentet av fästelementsstorlekar som används i plåtkapslingar, konsoler och strukturella paneler. De används där tunn plåt inte ger tillräckligt med materialtjocklek för en pålitlig gängad gänga, vilket i praktiken innebär praktiskt taget vilken stålplåt som helst under 3 mm och vilken aluminiumplåt som helst under 5 mm.
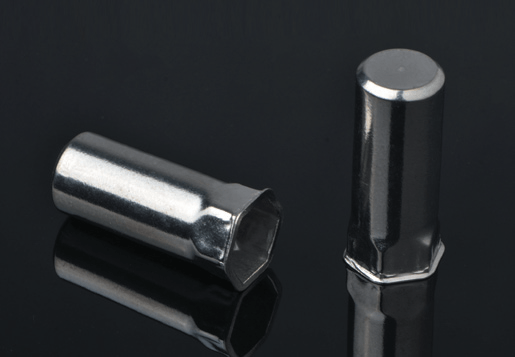
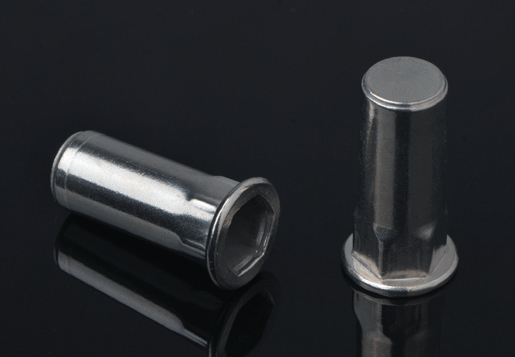
Självhäftande dubbar installeras permanent i en panel med en gängad dubb som sticker ut från installationsytan, vilket ger en fast gängad stolpe som accepterar en mutter på andra sidan. De eliminerar behovet av att hålla en bult stilla samtidigt som du drar åt en mutter på motsatt sida - tappen är fäst på panelen och kan inte rotera, så montering kräver endast en mutter och skiftnyckel på ena sidan. Clinch-bultar används för komponentmontering i elektronikkapslingar, för att fästa paneler på chassiramar och för alla monteringar där en permanent utvändig gänga behövs på en plats där panelens baksida är oåtkomlig under slutmonteringen. De finns i helgängade och delgängade varianter och i längder från 4 mm till 50 mm för de flesta vanliga gängstorlekar.
Självlåsande distanser är ihåliga eller ogängade cylindriska distanser som installeras permanent i en panel och ger en definierad, fast separation mellan panelen och en andra komponent - vanligtvis ett kretskort, en täckplatta eller en staplad chassipanel. De är väsentliga i elektronikmontering för PCB-montering, där bibehållande av ett exakt och konsekvent gap mellan kortet och metallchassit förhindrar kortslutningar, tillåter luftflöde för kylning och ger det strukturella stödet som förhindrar PCB-böjning under montering och vibrationer under drift. Clinch-avstånd finns i både han- (utvändig gänga) och hon- (innergänga) konfigurationer, vilket gör att den andra komponenten kan fästas med antingen en mutter eller en skruv beroende på monteringsåtkomstkraven.
Utöver kärnmutter-, bult- och avståndstyperna inkluderar den självfästande familjen flytande mutterplattor (som tillåter begränsad rörelse i sidled för att ta emot hålfel under montering), låsstift för inriktning och vridning, rätvinkliga fästen för att montera komponenter vinkelrätt mot panelplanet, permanent förankrad bunt och ledningsmontering i panelen, självhäftande åtkomsthårdvara inklusive låsskruvar och kvartsvarvsfästen för löstagbara panelapplikationer. Varje specialtyp löser en specifik monteringsutmaning med samma grundläggande fördel som bastyperna - permanent, höghållfast installation i tunn plåt från endast en sida, utan svetsning, utan lim och ingen efterinstallation krävs.
Den fundamental requirement for successful self-clinching installation is that the fastener must be significantly harder than the parent sheet material. The clinching action depends entirely on the sheet material flowing plastically into the fastener's undercut groove — if the sheet material is too hard to deform, the installation process crushes or fractures the panel around the hole rather than producing a clean mechanical lock. Most specifications require the fastener to be at least Rockwell B 20 harder than the sheet, which in practice limits compatible sheet materials to mild steel (up to approximately HRB 80), aluminum alloys, and copper-based sheet metals.
Självklinkning till härdat stål, rostfri stålplåt över 300-serien eller andra hårdmetaller är antingen inte möjlig eller ger installationer med dramatiskt reducerad prestanda jämfört med märkvärdena. För tillämpningar som kräver fästelement i hårdare plåtmaterial måste alternativa tekniker – svetsmuttrar, blindnitmuttrar eller limbundna insatser – användas istället. Detta är ett av de vanligaste specifikationsfelen som uppstår när ingenjörer använder självhäftande fästelement för första gången: applicera dem på kapslingar av rostfritt stål utan att verifiera plåthårdheten mot hårdhetskraven för fästelement.
| Plåtmaterial | Typisk hårdhet | Kompatibla fästmaterial | Självhäftande Lämplig? |
|---|---|---|---|
| Milt / lågkolhaltigt stål (CR, HR) | HRB 40–80 | Kolstål, rostfritt stål | Ja - perfekt |
| Aluminiumlegering (1xxx, 3xxx, 5xxx, 6061) | HRB 25–65 | Kolstål, rostfritt stål, aluminum (special) | Ja — med korrekt fästekvalitet |
| Koppar/mässingsskiva | HRB 30–70 | Rostfritt stål, stål | Ja — med tillräcklig hårdhetsskillnad |
| Austenitiskt rostfritt stål (304, 316) | HRB 75–95 | Endast härdat stål | Marginal — verifiera hårdhet; överväga alternativ |
| Härdat / höghållfast stål | HRC 25 | Ingen praktisk | Nej – använd svetsmuttrar eller blindnitmuttrar |
För aluminiumplåtar monteras standard självhäftande fästelement av stål korrekt och ger höga utdragningsbelastningar eftersom hårdhetsskillnaden mellan härdade stålfästen och mjuka aluminiumlegeringar är mer än tillräcklig. Frågan om galvanisk kompatibilitet är skild från installationskompatibilitetsfrågan - en låsmutter av stål installerad i en aluminiumpanel kommer att hålla pålitligt men kan orsaka galvanisk korrosion vid gränssnittet i fuktiga eller våta servicemiljöer. För aluminiumpaneler i korrosiva miljöer, specificera självhäftande fästelement i rostfritt stål eller självfästande aluminiumfästen där sådana finns, och verifiera att de aluminiumflänsspecifika produkterna som är designade för aluminiuminstallation (som använder en mjukare fästkropp för att upprätthålla hårdhetsskillnaden) används för den specificerade plåtlegeringskvaliteten.

Varje självhäftande fästelement har en lägsta plåttjocklek under vilken klämman inte kan ge ett tillförlitligt mekaniskt lås, och en rekommenderad plåttjocklek vid vilken prestandan är optimerad. Dessa gränser är inte riktlinjer – att installera ett självhäftande fästelement i plåt som är tunnare än dess minimum ger en installation som ser komplett ut men har dramatiskt minskad utdragnings- och utskjutningskapacitet, vilket vanligtvis misslyckas med en bråkdel av den nominella prestandan.
Minsta plåttjocklek för självhäftande muttrar i stål är vanligtvis 0,5–0,8 mm för M2–M3 gängstorlekar, ökande till 1,2–1,6 mm för M6–M8 storlekar. Den minsta tjockleken drivs av volymen material som plastiskt måste flyta in i det underskurna spåret för att uppnå den nominella utdragningsbelastningen - för tunn plåt och det finns helt enkelt inte tillräckligt med material för att fylla underskärningen tillräckligt. Maximal plåttjocklek är också specificerad, ovanför vilken fästelementskroppen inte skjuter ut tillräckligt långt genom plåten för att gripa fast städet korrekt. Handgreppskonceptet från blindnitmuttrar har en motsvarighet i självklinkning: varje produkt är designad för ett definierat paneltjockleksfönster, och att hålla sig inom det fönstret är avgörande för prestanda.
Självhäftande fästelement kräver ett rent, runt hål med exakt diameter - installationshålets diameter är snävare i tolerans än den typiska borrtoleransen, vanligtvis specificerad till ±0,05 mm eller bättre. Stansade hål är starkt att föredra framför borrade hål för produktionsinstallationer med självklinkning eftersom stansning producerar ett rent, exakt dimensionerat hål konsekvent vid höga produktionshastigheter, utan grader på stansens ingångssida (den sida som fästet fäster från) när stans- och formspelet är korrekt inställt. Borrade hål kan användas för prototyper och arbete med låg volym, men kräver gradning på båda ytorna och noggrann diameterkontroll för att säkerställa att de faller inom det snäva toleransfönster som fästelementet kräver. Laserskurna hål är allt vanligare och ger utmärkt diameternoggrannhet, men kan ha en lätt värmepåverkad zon vid den skurna kanten som minskar materialets duktilitet vid hålväggen - verifiera med installationstestning innan du bestämmer dig för laserskurna hål för självhäftande produktionstillämpningar.
Självhäftande fästelement installeras med hjälp av ett platt, slätt installationsstäd - antingen i en bänkpress, axelpress, C-rampress eller produktionsstanspress - som applicerar en klämkraft vinkelrätt mot panelytan. Städet kommer i kontakt med fästhuvudet medan panelen vilar på en plan stödyta med fästdonets skaft utskjutande genom det förberedda hålet. När pressen stängs, drivs fästelementet in i plåten och klämringen deformerar plåtmaterialet i det underskurna spåret i ett enda jämnt slag.
Den installation force required depends on the fastener type, thread size, sheet material, and sheet thickness. Typical installation forces range from approximately 1 kN for small M2 clinch nuts in thin aluminum up to 40–60 kN for large M10–M12 clinch studs in steel sheet. These forces are well within the capacity of standard bench arbor presses for small sizes, but larger sizes require a properly rated C-frame or hydraulic press. The installation must be performed with the anvil and support surface parallel — any angular deviation causes the fastener to install at a tilt, misaligning the thread axis and reducing pull-out strength.
Vid tillverkning av stora volymer av plåt – tillverkning av serverställ, tillverkning av karosskomponenter för bilar och tillverkning av elektronikkapslingar – installeras självhäftande fästelement automatiskt med dedikerade matnings-och-insättningsmaskiner eller införingsmoduler integrerade i stanspressverktyg. Automatiska införingsmaskiner använder skålmatare eller tejp-och-rullförpackningar för att orientera och mata individuella fästelement till införingshuvudet med hastigheter på hundratals delar per minut, med syn- eller kraftövervakningssystem för att upptäcka felbelastade eller saknade fästelement och avvisa paneler med installationsdefekter innan de går vidare i monteringsprocessen. Vissa stanspresstillverkare erbjuder självhäftande insättningsverktyg som installerar fästelement i samma pressslag som håltagningsoperationen, vilket eliminerar ett separat införingssteg helt och ger noll extra cykeltid för fästelementinstallation.
För flexibla produktionsmiljöer som hanterar flera produkttyper, växer robotiska självklinande installationssystem som använder kollaborativa robotar (cobots) utrustade med insättningseffektorer. Dessa system kan programmeras för olika typer av fästelement och panellayouter utan dedikerade hårda verktyg, vilket ger en enhetlig installation av automatiserad utrustning med flexibiliteten för manuell drift - en övertygande kombination för plåttillverkare i kontrakt som hanterar arbete med hög blandning och medelvolym.
Självhäftande fästelements prestanda kännetecknas av tre belastningsvärden som tillsammans definierar fästelementets motstånd mot de krafter som det kommer att utsättas för under drift. Att förstå vad varje värde betyder och hur det relaterar till applikationens belastningsförhållanden är viktigt för att verifiera att ett självhäftande fästelement är lämpligt för fogdesignen.
Dense rated values are specified by manufacturers at a defined installation force on a specified sheet material and thickness. Installing at lower than the specified installation force — due to an underpowered press or an operator stopping the stroke early — produces installed fasteners with significantly lower actual performance than the published ratings. This is why force monitoring on automated insertion equipment is not a luxury but a quality requirement for any application where the joint loading approaches a meaningful fraction of the published performance values.
Självhäftande fästelement konkurrerar med svetsmuttrar och blindnitmuttrar i många plåttillämpningar, och det rätta valet beror på den specifika kombinationen av plåtmaterial, tjocklek, produktionsvolym, krav på ytfinish och åtkomstbegränsningar för montering. Ingen enskild teknik är universellt överlägsen – var och en vinner i specifika sammanhang.
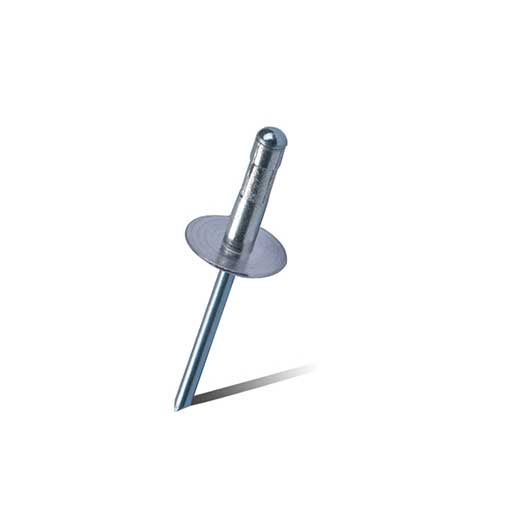
Svetsmuttrar erbjuder den högsta foghållfastheten och är opåverkade av plåtens hårdhet, men kräver svetsåtkomst från ena eller båda sidorna, tillför värme som kan förvränga tunna paneler och skada närliggande beläggningar, kräver eftersvetsrengöring och ofta efterbearbetning av svetszonen och ökar kostnaden för kvalificerade svetsoperationer. De är det rätta valet för applikationer med tjocka konstruktionsstål där foghållfasthetskraven överstiger vad inpressade fästelement kan ge, och för material där självklinkning inte är möjlig. Blindnitmuttrar kan installeras med endast ensidig åtkomst med enkla hand- eller pneumatiska verktyg utan press, vilket gör dem mer mångsidiga för fältinstallation och eftermonteringstillämpningar, men de förlitar sig på ett separat inställningsverktyg och lämnar en extern fläns som sticker ut från panelytan - mindre ren än en plan självhäftande installation.
Självhäftande fästelement vinner när produktionsvolymen motiverar pressverktyg, när panelens ytfinish måste bibehållas på båda sidorna (inga svetsstänk, ingen yttre fläns), när plåtmaterialet är tillräckligt mjukt för att tillåta clinchning och när installationen kan utföras innan panelen beläggs eller monteras. De ger en renare, mer professionell installation än rivmuttrar vid motsvarande belastningsvärden i stål och aluminiumplåt, och frånvaron av någon separat verktygsingreppsgänga betyder att det inte finns några skador på dornen att hantera och ingen begränsning av gängingreppsdjupet från inställningsverktyget. För högvolymproduktion av plåtkapslingar – serverchassier, elskåp, bilfästen och höljen för medicinsk utrustning – är självhäftande fästelement installerade av automatiserad utrustning vanligtvis den lägsta totala kostnaden per skarv när volymen motiverar verktygsinvesteringen.
Att beställa självhäftande fästelement utan en fullständig specifikation är en pålitlig väg till att få fel produkt - kombinationen av fästelementstyp, gängstorlek, plåttjocklek och materialalternativ som finns tillgängliga inom en enda tillverkares sortiment sträcker sig till hundratals individuella artikelnummer, och katalogbeskrivningar som ser likadana ut kan skilja sig åt i kritiska dimensionsdetaljer. En komplett specifikation inkluderar alla följande parametrar.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved
