
 Sv
Sv
Hem / Nybörjare / Blindnitmuttrar: vad de är, hur man installerar dem på rätt sätt och vilken typ man ska välja



Vi välkomnar dig att kontakta oss, stabila inte bara din pålitliga leverantör, utan också din turstworthy affärspartner.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Mar 25,2026
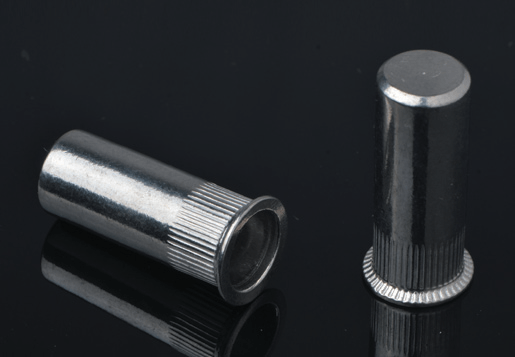
Blindnitmuttrar - även kallade rivnötter, gängade insatser, blindgängade insatser eller muttrar - är tunnväggiga cylindriska fästelement med en invändig gänga som installeras i ett förborrat hål endast från ena sidan, utan tillgång till materialets baksida. När de väl har installerats ger de en stark, permanent gängad anslutningspunkt i material som är för tunna för att hålla en användbar gänga på egen hand, material där gängning inte skulle ge tillräcklig utdragshållfasthet, eller sammansättningar där baksidan av panelen är helt otillgänglig efter tillverkning.
Installationsprincipen är enkel men mekaniskt elegant: rivmuttern förs in genom hålet med sin gängade kropp utskjutande på den åtkomliga sidan. Ett inställningsverktyg kopplar in den inre gängan och drar i skaftet samtidigt som det håller i flänsen, vilket gör att den ogängade bakre delen av kroppen kollapsar och deformeras utåt till en utbuktning som klämmer fast båda sidor av materialet mellan utbuktningen och flänsen. Resultatet är ett fast, icke-roterande gängat fästelement som är permanent förankrat i hålet. Den installerade rivmuttern kan sedan acceptera en standardskruv eller skruv från den åtkomliga sidan, vilket effektivt skapar en mutter på en plats där ingen mutter annars skulle kunna hållas.
Det tekniska värdet av blindnitmuttrar är mest uppenbart vid tillverkning av plåt, där tunna stål- och aluminiumpaneler behöver säkra gängade anslutningar för kåpor, fästen, handtag och utrustningsmontering utan svetsmuttrar eller med hjälp av burmuttrar som kräver åtkomst till båda sidor. De är lika värdefulla i kompositpaneler, ihåliga profiler, plastkapslingar och alla strukturer där kombinationen av ensidig åtkomst och starkt gängingrepp annars skulle kräva en omdesign. En välinstallerad blindnitmutter i 2 mm stålplåt kan ge utdragsbelastningar på 3 000–7 000 N och remsans vridmomentmotstånd på 4–25 N·m beroende på gängstorlek och material – prestanda som svetsade muttrar kan uppnå men som ingen konventionell gängad gänga i tunn plåt kan närma sig.
Blindnitmuttrar tillverkas i flera huvudkonfigurationer och kroppsprofiler som påverkar hur det installerade fästelementet sitter i förhållande till panelytan, hur mycket vridmoment det kan motstå före spinning och vilket paneltjockleksområde det kan ta emot. Att välja rätt kroppsstil är lika viktigt som att välja rätt material och gängstorlek – att använda en flänsmutter med platt huvud där ett försänkt huvud krävs, eller en slät kroppsstil där en räfflad kropp behövs för att förhindra rotation, ger en installation som inte uppfyller designkraven oavsett hur exakt den var inställd.
Det platta huvudet (även kallat en stor fläns eller standardfläns) är den vanligaste stilen med rivnuthuvud. Flänsdiametern är större än håldiametern, den sitter stolt över panelytan och ligger an mot den för att fördela klämbelastningen. Rivmuttrar med platt huvud används där det installerade fästhuvudet inte behöver ligga i nivå med ytan - på insidan av kapslingar, på konstruktionsfästen och i dolda monteringsapplikationer. Den stora flänsdiametern ger bra bärarea mot panelmaterialet, vilket är viktigt i mjukare material som aluminiumplåt och plast där en liten fläns kan dra genom hålet vid höga bultbelastningar.
Försänkta blindnitmuttrar har en vinklad fläns utformad för att sitta i plan med eller under panelytan när den installeras i ett försänkt hål. Detta skapar en helt jämn yta efter installationen, vilket är väsentligt i aerodynamiska ytor, glidmekanismer, dekorativa paneler och varje montering där ett utskjutande fästhuvud skulle vara funktionellt eller estetiskt oacceptabelt. Den försänkta vinkeln är vanligtvis 90° eller 120°, vilket matchar standardförsänkningsborrgeometrierna. Försänkta rivnötter kräver ytterligare en försänkningsoperation på hålet före installation, vilket lägger till ett processsteg, men den resulterande spolinstallationen är ofta den enda acceptabla lösningen för applikationskraven.
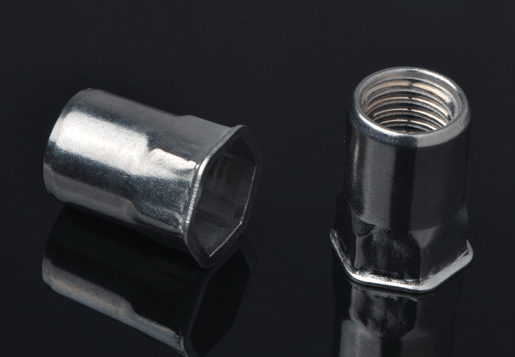
Blindnitmuttrar med reducerat huvud har en mindre flänsdiameter än standarddesigner med platt huvud, vilket möjliggör installation på platser där utrymmet mellan hålet och en intilliggande del är begränsat - nära panelkanterna, nära svetsfogar eller i kanaler där en fläns i full storlek inte skulle passa fysiskt. Den minskade lagerytan hos den mindre flänsen innebär lägre genomdragningskapacitet i mjuka material, så varianter med reducerat huvud är bäst lämpade för hårdare material som stålplåt där flänslagerspänningen är lägre i förhållande till materialets sträckgräns. Vissa applikationer använder också en räfflad eller sexkantig yttre kroppsprofil i kombination med reducerade huvuden för att förhindra rotation under vridmoment, vilket kompenserar för det minskade flänsgreppet med den mindre diametern.
Blindnitmuttrar tillverkas i fyra primära materialfamiljer, var och en lämpad för olika basmaterialkombinationer, miljöexponering och belastningskrav. Valet av rivmuttermaterial måste inte bara ta hänsyn till de mekaniska kraven på fogen utan också för galvanisk kompatibilitet med modermaterialet - att installera en rivmutter av stål i en aluminiumpanel i en marin miljö skapar en galvanisk cell som kommer att förstöra det omgivande aluminiumet inom månader.
| Material | Utdragsstyrka | Korrosionsbeständighet | Kompatibla föräldramaterial | Bästa applikationerna |
|---|---|---|---|---|
| Stål (förzinkat) | Högst | Måttlig (inomhus/torr) | Stål, järn, hårdplast | Industriella kapslingar, maskiner, fordon |
| Aluminium | Måttlig | Bra (utomhus) | Aluminium sheet, thin composites | Flygpaneler, marina beslag, elbilar |
| Rostfritt stål (A2/A4) | Hög | Utmärkt | Stål, rostfritt, aluminium (med isolator) | Marin, livsmedelsförädling, utomhusutrustning |
| Mässing | Måttlig–High | Mycket bra | Plast, PCB, icke-järnpaneler | Elektronikkapslingar, VVS-armaturer |
Stålnötter med galvanisk galvanisering är de mest använda och erbjuder de högsta absoluta utdragnings- och vridmomentvärdena, vilket gör dem till standardvalet för strukturella stålplåtapplikationer i skyddade eller torra inomhusmiljöer. Zinkplätering ger ett måttligt korrosionsskydd som är tillräckligt för industriell utrustning inomhus men otillräckligt för långvarig exponering utomhus eller vid kusten. För utomhusapplikationer på stålkonstruktioner, ger rivmuttrar av rostfritt stål A2 (304) eller A4 (316) den nödvändiga korrosionsbeständigheten - A4-kvalitet i kloridtunga marina miljöer, där A2 skulle löpa risk för spaltkorrosion under den installerade flänsen.
Aluminiumflänsar i aluminiumgrundmaterial är det galvaniskt idealiska valet för aluminiumkonstruktioner och -paneler. Deras lägre sträckgräns jämfört med stål innebär att de ger en mjukare utbuktning vid installation, vilket kan vara fördelaktigt i tunna eller ömtåliga grundmaterial där installationskraften från en stålmutter skulle förvränga hålzonen. Aluminiumrivmuttrar bör inte användas där klämbulten kommer att vara ett fästelement av höghållfast stål vridna till värden som överstiger gängbandsmomentet för den mjukare aluminiuminsatsen - i sådana fall krävs en rivmutter av stål eller rostfritt stål, med lämpliga galvaniska isoleringsåtgärder för aluminiumpanelen.
Blindnitmuttrar finns i metriska gängstorlekar från M3 till M16 och i enhetliga gängstorlekar från 6-32 UNC till 3/8-16 UNC, som täcker hela sortimentet av fästelementstorlekar som används i lätt plåt till medelstora konstruktionsapplikationer. Greppomfånget – intervallet av grundmaterialtjocklekar som rivmuttern kan ta emot – är lika viktigt som gängstorleken, eftersom en rivmutter installerad i material utanför dess greppområde antingen inte kommer att bilda en ordentlig utbuktning (för tjock) eller överdeformera och dela kroppen (för tunn).
Varje rivnut-modell är designad för ett specifikt greppområde, som vanligtvis spänner över 1,5–4 mm materialtjockleksvariation inom ett enskilt artikelnummer. En spännmutter specificerad för ett greppområde på 0,5–3,0 mm kommer att installeras korrekt i valfri plåt eller panel inom det tjockleksintervallet, och bildar en konsekvent utbuktning som ger full nominell klämbelastning. Att installera en 0,5–3,0 mm gripmutter i 4 mm material är ett vanligt fältfel som ger en installation där kroppen inte har deformerats tillräckligt för att greppa materialets baksida - rännmuttern kommer att snurra eller dra ut under mycket låg belastning.
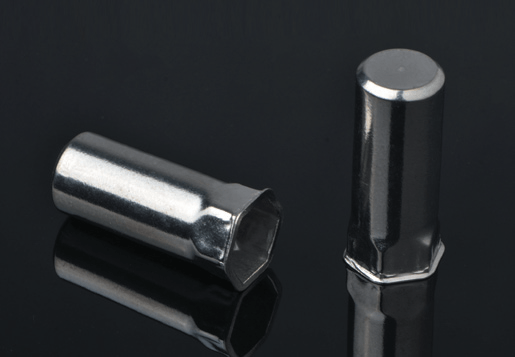
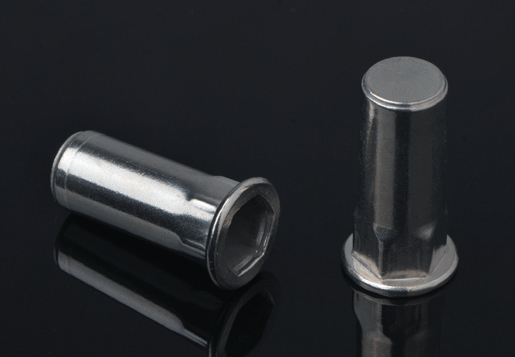
Standard rivmuttrar med öppen ände har en genomgängad kropp som är öppen i både flänsänden och den utskjutande (blinda) änden. Detta tillåter vilken längd av bult som helst att passera genom den installerade insatsen, men betyder också att vätskor, gaser och föroreningar kan passera genom nitmutterkroppen i båda riktningarna. I applikationer som kräver vätske- eller trycktätning vid fästelementets plats – trycksatta kapslingar, utomhusutrustning, vätskeinnehållande paneler – måste slutna rivmuttrar med en förseglad blind ände specificeras. Stängda konstruktioner har samma yttre geometri och installationsmetod som öppna konstruktioner men blockerar passagen av vätska genom insatskroppen, och bibehåller integriteten hos eventuell packning eller tätningsmedel vid skarvgränsytan utan att kräva ytterligare tätningsåtgärder vid fästhålet.
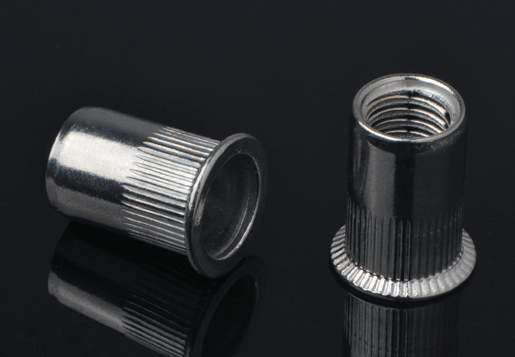
Standard blindnitmuttrar med slät kropp förlitar sig på friktion mellan den deformerade kroppsutbuktningen och panelmaterialet för att motstå rotation när den passande bulten dras åt eller tas bort. I mjuka material - tunna aluminium, plaster och kompositpaneler - kan detta friktionsmotstånd vara otillräckligt, vilket gör att muttern snurrar i hålet istället för att tillåta att bulten dras åt eller tas bort. Riflnötter med räfflad kropp har längsgående tandningar eller ett räfflat mönster på den yttre kroppsytan som skär in i hålväggen under installationen, vilket ger ett positivt mekaniskt antirotationslås oberoende av klämfriktionen. Räfflade rivmuttrar är den korrekta specifikationen för alla applikationer där grundmaterialet är tillräckligt mjukt för att tillåta spinning under måttligt vridmoment, eller där bulten ofta kommer att tas bort och återinstalleras under produktens livslängd.

Korrekt installation av blindnitmuttrar kräver ett inställningsverktyg som kan applicera den exakta kombinationen av dragkraft och slag som krävs för att bilda utbuktningen utan att över- eller undersätta kroppen. Att använda fel verktyg – eller använda rätt verktyg felaktigt – är den enskilt vanligaste orsaken till svaga eller misslyckade rivnut-installationer. Valet av verktyg beror på gängstorleken som installeras, produktionsvolymen och tillgängligheten för installationsplatsen.
Manuella verktyg för inställning av rivmutter använder en tvåhandtags sax eller hävstångsmekanism för att generera dragkraften på dorngängan, vilket bildar en utbuktning genom mekanisk hävstång. De är billiga, kräver ingen strömkälla och är lämpliga för tillfällig användning eller fältreparationsarbete på små gängstorlekar - vanligtvis M3 till M8. Begränsningen för manuella verktyg är operatörens trötthet och inkonsekvens i högvolymproduktion, där installationskraften varierar mellan operatörer och under loppet av ett skift. För M10 och större storlekar överstiger den dragkraft som krävs vad de flesta förare på ett tillförlitligt sätt kan generera med ett manuellt verktyg, vilket gör pneumatiska eller batteridrivna verktyg nödvändiga.
Pneumatiska verktyg för inställning av rivmutter använder tryckluft för att driva en kolv som applicerar den erforderliga dragkraften på den gängade dornen, sedan backar för att frigöra dornen och mata ut insatsinsatsen. De levererar konsekvent installationskraft oavsett förarens trötthet eller variation, vilket gör dem till standardvalet för produktionslinjeanvändning där hundratals eller tusentals rivmuttrar installeras per skift. Pneumatiska verktyg finns tillgängliga med justerbar dragkraft och slaglängd som kan kalibreras för specifika rivmutterstorlekar och material, vilket säkerställer konsekvent installationskvalitet under hela produktionsperioden. Hydrauliska verktyg används för de största storlekarna (M12–M16) där enbart pneumatiskt tryck är otillräckligt för att generera den erforderliga inställningslasten på 15–25 kN.
Batteridrivna rivnut-installationsverktyg har ökat i marknadsandel avsevärt eftersom litiumjonbatteritekniken har gjort sladdlösa verktyg kraftfulla nog att installera M8–M12 rivnutter med konstant kraft och utan flygbolagens beroende av pneumatiska verktyg. Sladdlösa verktyg är idealiska för installationsarbete på plats, fältservice och produktionsmiljöer där tryckluft inte är tillgänglig eller där verktygsrörlighet är viktig. Ledande tillverkare inklusive Stanley Engineered Fastening (POP-märket), Gesipa och Böllhoff erbjuder sladdlösa rivmutterverktyg med vridmoment och slaglängdsinställningar som kan justeras genom verktygets gränssnitt, vilket ger jämförbar installationskonsistens med pneumatiska verktyg för storlekarna inom deras kapacitetsområde.
En korrekt installerad blindnitmutter kräver exakt utförande vid varje steg - förberedelse av hål, verifiering av val av rinmutter, kalibrering av inställningsverktyg och kontroll efter installation. Genvägar i vilket steg som helst producerar leder som misslyckas under sin nominella belastningskapacitet, och felläget - snurra i hålet eller dra igenom under belastning - är ofta inte uppenbart förrän fogen testas eller inte fungerar.
Blindnitmuttrar förekommer i ett exceptionellt brett utbud av industrier och applikationer, förenat av det gemensamma kravet på en stark gängad anslutning på en plats där endast en sida av grundmaterialet är tillgängligt. Att förstå de specifika kraven för varje applikationssammanhang hjälper till att välja rätt rivmuttervariant – material, huvudstil, kroppsprofil och gängstorlek – för pålitlig prestanda under produktens livslängd.
Karosspaneler för fordon, dörrkarmar, instrumentpanelhållare, batterihöljen i elfordon och släpvagnskarosser använder i stor utsträckning blindnitmuttrar för att fästa fästen, trimstycken, kabelhanteringshårdvara och mekaniska komponenter på tunn plåt som inte kan svetsas efter målning eller som måste acceptera och släppa komponenter upprepade gånger under fordonets livslängd. Rullmuttrar av stål och rostfritt stål i storlekarna M5–M10 är vanligast i fordonskarossapplikationer, med aluminiumflänsar som används i aluminiumintensiva fordonskonstruktioner för att undvika galvaniska korrosionsproblem. De höga produktionsvolymerna inom biltillverkning gynnar pneumatiska och robotiserade inställningsverktyg som levererar konsekvent installationskvalitet med hastigheter på hundratals rivnötter per timme.
Elskåp, serverställ, kontrollpaneler och elektroniska enhetshöljen använder blindnitmuttrar för att ge fästpunkter för DIN-skenor, kabelrännesfästen, komponentmonteringsplattor och gångjärnsdörrar i tunna höljespaneler av stål eller aluminium. I dessa applikationer tjänar rivmuttern ofta som en ersättning för låsmutter - vilket eliminerar behovet av en separat lös mutter på den otillgängliga insidan av höljespanelen. Mässingsflänsar är att föredra i applikationer som involverar PCB-montering eller känslig elektronik där stålets magnetiska egenskaper kan störa komponenter, och där mässing ger både korrosionsbeständighet och utmärkt gängkvalitet för de fina skruvarna som är vanliga vid elektronikmontering.
Flygplans interiörpaneler, flygelektronikutrustningsfack, helikopterstjärtbommar och flygplan för obemannade luftfarkoster (UAV) använder blindnitmuttrar i aluminium och rostfritt stål för att tillhandahålla gängade fästpunkter i tunnväggiga aluminiumskinn och kompositpaneler där nitning inte skulle ge gängingrepp och svetsning är antingen opraktisk eller strukturell. Flyg- och rymdtillämpningar specificerar rivnuts till NAS (National Aerospace Standard) eller NASM-specifikationer, med strängare dimensionella toleranser och testkrav än kommersiella katalogprodukter. Varianter med försänkt huvud är standard i aerodynamiska yttillämpningar för att upprätthålla ett jämnt luftflöde över panelytan.
Rörformade möbelramar av stål och aluminium, displayhyllor, skiljeväggssystem och arkitektoniska beklädnadspaneler använder blindnitmuttrar för att fästa hårdvara, anslutningsfästen, utjämningsfötter och strukturella kopplingar till ihåliga eller tunnväggiga sektioner där gängning av grundmaterialet skulle vara otillräckligt och svetsning är opraktisk efter pulverlackering eller anodisering. Möjligheten att installera rivmuttrar efter ytbehandling är en betydande tillverkningsfördel - delar kan efterbehandlas först och sedan förses med rivmuttrar utan att skada ytan, till skillnad från svetsade muttrar som måste installeras före efterbehandling och skyddas under beläggningsprocessen.
Även med korrekt produktspecifikation misslyckas installationer av blindnitmutter när processvariabler inte kontrolleras. Följande problem står för majoriteten av fältfel och avslag på produktionskvalitet, och var och en har en tydlig grundorsak och förebyggande åtgärd.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved
