


Vi välkomnar dig att kontakta oss, stabila inte bara din pålitliga leverantör, utan också din turstworthy affärspartner.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Mar 11,2026
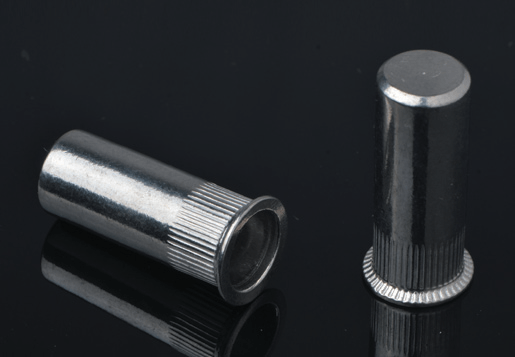
Blindnitmuttrar – även kallade rivnötter, muttrar eller gängade nitinsatser – är fästelement som gör att du kan skapa en stark, bärande gängad anslutning i material där du bara har tillgång till en sida. Till skillnad från vanliga muttrar och bultar som kräver åtkomst till båda sidorna av en fog, sätts en blindnitmutter in framifrån och deformeras sedan mekaniskt för att klämma fast bakifrån. Resultatet är ett jämnt, permanent gängat hål som kan ta emot en bult eller maskinskruv upprepade gånger utan avskalning.
Denna ensidiga installationsförmåga är det som gör blindmutterfästen så värdefulla i verkliga tillverknings- och reparationsarbeten. Ihåliga sektioner, slutna paneler, tunn plåt och kompositmaterial utgör alla samma utmaning: du kan helt enkelt inte få en skiftnyckel eller en hand bakom ytan. Nitmutterinsatser löser det problemet rent och professionellt, utan svetsning, utan borrning av stora spelhål och inget behov av stödplåtar i de flesta applikationer.
Du hittar dem inom fordons-, flyg-, elektronik-, möbel- och byggindustrin. Från att fästa trimpaneler i en bil till att montera utrustningsställ i serverrum, gängade nitmuttrar är en av de mest mångsidiga fästlösningarna som finns idag.
Att förstå mekaniken bakom en rivnut hjälper dig att installera dem korrekt och välja rätt storlek. Processen börjar med att borra ett rent hål i ditt arbetsstycke – diametern på detta hål måste matcha nitmutterns yttre kropp exakt, så precision spelar roll. Nitmuttern skjuts sedan in i hålet från den åtkomliga sidan, med endast en liten fläns som sitter stolt över ytan för att förhindra att den drar igenom.
Därefter griper ett nitmutterverktyg (antingen ett handverktyg eller en pneumatisk/elektrisk rivmuttersättare) den gängade dornen inuti nitmuttern och drar i den medan verktygets nosstycke trycker mot flänsen. Denna dragverkan pressar ihop nitmutterns cylinder, vilket gör att den viker sig eller buktar utåt bakom panelen. Den utbuktningen - kallad "blindhuvudet" - klämmer fast mot materialets baksida och låser insatsen på plats. När verktyget har satts släpps det och backas ut, vilket ger dig en helgängad, permanent installerad mutter inbäddad i panelen.
Styrkan på fogen beror på nitmutterns material, tjockleksintervallet den är designad för, gängans diameter och hur väl den är installerad. En underställd nitmutter griper inte ordentligt; en översatt kan man spricka materialet eller deformeras så illa att det snurrar fritt. Att få rätt teknik är enkelt när du vet vad du gör.
Blindnitmuttrar finns i ett större antal konfigurationer än de flesta förväntar sig. Att välja rätt typ för din specifika applikation gör en betydande skillnad i hållfasthet, enkel installation och långsiktig tillförlitlighet.
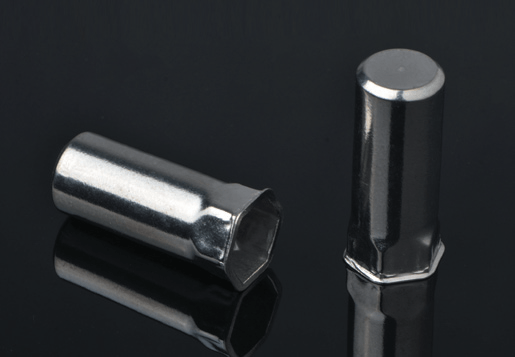
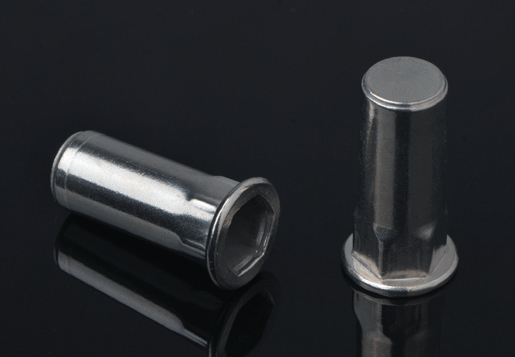
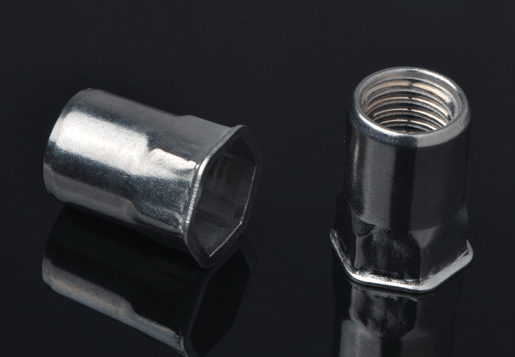
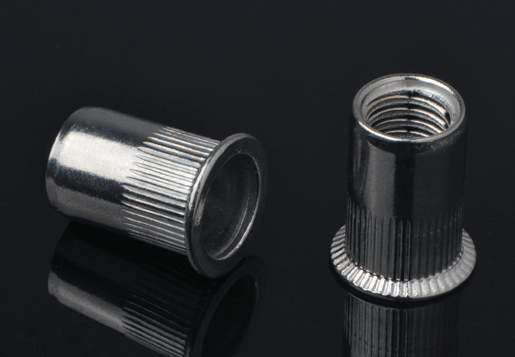
Standard nitmuttrar med rund kropp är de vanligaste och mest ekonomiska. De är enkla att installera och fungerar bra i de flesta applikationer. Den enda begränsningen är spin-out - om vridmomentet som appliceras på den införda bulten överstiger nitmutterns motstånd, kan hela insatsen snurra i hålet istället för att hålla bulten stadigt. Sexkantiga nitmuttrar åtgärdar detta direkt. Deras sexsidiga yttre kropp kräver ett sexkantsformat stansat hål snarare än ett runt borrat hål, men när den väl har installerats låser sexkantsformen fysiskt mot materialet och förhindrar rotation, även under mycket högt bultmoment. Använd sexkantinsatser närhelst du behöver installera bultar med höga vridmoment eller när spin-out är en verklig risk.
Flänsen är fälgen som sitter på ytan av materialet efter installationen. En vanlig platt fläns är den vanligaste och sitter lite stolt över ytan. Stora flänsdesigner sprider belastningen över ett större område, vilket gör dem bättre för tunna eller mjuka material som plast och aluminiumplåt där en liten fläns kan dra igenom under belastning. Försänkta nitmuttrar har en avsmalnande fläns som sitter i jämnhöjd med ytan när den installeras, vilket är idealiskt för applikationer där en helt platt finish krävs - flygpaneler, synlig inredning eller någonstans där flänsen skulle störa en passande yta.
Nitmuttrar med öppen ände är ihåliga hela vägen igenom, vilket innebär att en bult av valfri längd kan passera genom dem. De är standardvalet för de flesta applikationer. Slutna nitmuttrar har en tät botten, vilket tjänar två syften: de förhindrar vätskor, gaser och föroreningar från att passera genom hålet, och de tillåter installation i trycksatta system. Marin-, bil- och livsmedelsmiljöer kräver ofta slutna insatser för att upprätthålla tätningar eller hygienstandarder.
Standardnitmuttrar har ett minsta greppområde - det tunnaste materialet de kan klämma fast effektivt. För mycket tunn plåt (under 1 mm) finns specialnitmutter med tunn plåt som bildar ett större, plattare blindhuvud för att fördela klämkraften över en större yta. Utan detta kan en standardnitmutter helt enkelt dra igenom tunt material under belastning.
Materialet i en nitmutterinsats är lika viktigt som dess form. Här är en direkt jämförelse av de tre huvudalternativen:
| Material | Styrka | Korrosionsbeständighet | Vikt | Bästa användningsfall |
| Stål (förzinkat) | Hög | Måttlig | Tung | Allmän tillverkning, bilindustri, möbler |
| Aluminium | Måttlig | Bra | Ljus | Flyg, elektronik, viktkänsliga konstruktioner |
| Rostfritt stål (A2/A4) | Mycket hög | Utmärkt | Tung | Marina, utomhus, livsmedelsklassade, kemiska miljöer |
Nitmuttrar av stål är det bästa för de flesta vardagliga applikationer där budget och styrka är prioritet. Aluminiuminsatser är att föredra när du arbetar i aluminiumpaneler och vill undvika galvanisk korrosion mellan olika metaller - att koppla ihop en stålnitmutter med en aluminiumpanel i en marin miljö, till exempel, kommer att leda till accelererad korrosion vid kontaktpunkten. Nitmuttrar i rostfritt stål kostar mer men är det rätta valet för alla tuffa eller våta miljöer där långvarig korrosionsbeständighet inte är förhandlingsbar.
Blindnitmuttrar finns i metriska och brittiska gängstorlekar. Metriska storlekar går från M3 upp till M16 för de flesta kommersiellt tillgängliga skär, där M4, M5, M6, M8 och M10 är de vanligaste. Imperialstorlekar följer ett liknande intervall från #4-40 upp till 3/8-16 UNC. Matcha alltid nitmutterns gänga till bulten eller skruven du planerar att använda - det är ingen justering möjlig efter installationen.
Greppområdet är lika kritiskt. Varje nitmutter är klassad för en minsta och maximal materialtjocklek som den kan spänna fast ordentligt. En nitmutter som är klassad för 0,5 mm–3,0 mm grepp kommer inte att ställas in korrekt i 5 mm plattan - pipan kommer helt enkelt inte att deformeras tillräckligt för att greppa. Kontrollera alltid specifikationen för greppintervallet mot din faktiska materialtjocklek innan du köper. Om du arbetar med flera materialtjocklekar kan du behöva olika nitmutterstorlekar för varje, även om gängstorleken förblir densamma.

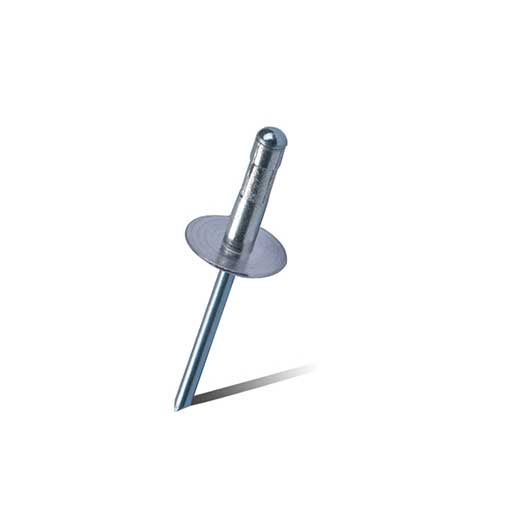
Till skillnad från vanliga blindnitar kräver nitmutterinsatser ett dedikerat installationsverktyg - du kan inte installera dem med en vanlig popnitpistol. Verktyget kopplar in gängan inuti skäret och applicerar en kontrollerad dragkraft. Det finns tre huvudkategorier av verktyg:
Dessa är instegsalternativet och fungerar bra för tillfällig användning eller små volymjobb. Ett typiskt manuellt rivmutterverktyg använder en skruv- eller hävstångsmekanism för att dra i dornen och ställa in skäret. De är billiga (ofta under $30 för grundläggande modeller), kräver ingen strömkälla och är bärbara. Nackdelen är förarens trötthet vid större jobb, och manuella verktyg kan vara inkonsekventa om användaren inte använder jämn, stadig kraft. För hobbyister eller butiksanvändning med låga volymer kan ett manuellt verktyg av god kvalitet göra jobbet bra för storlekarna M3 till M8.
Luftdrivna nitmuttersättare är den professionella standarden för produktionsarbete. De sätter nitmuttrar snabbt, konsekvent och med minimal användaransträngning. De flesta professionella pneumatiska verktyg kan hantera hela storleksintervallet från M4 till M12 med utbytbara nosstycken, och de levererar ett exakt, repeterbart slag som eliminerar under-/översättningsproblemet som plågar manuell installation. Hydrauliska verktyg går ännu längre och används för skär med mycket stor diameter (M10, M12, M16) där inställningskraften som krävs överstiger vad pneumatiska verktyg på ett tillförlitligt sätt kan producera.
Batteridrivna elektriska rivnut-verktyg erbjuder en övertygande mellanväg mellan manuella och pneumatiska alternativ. De är bärbara som ett manuellt verktyg men snabba och konsekventa som ett pneumatiskt. Många modeller accepterar standardplattformar för borrbatterier (18V-system från stora märken), vilket gör dem till ett bekvämt komplement till en befintlig samling av sladdlösa verktyg. De är idealiska för fältarbete, fordonsbyggen och alla situationer där en kompressor inte är praktisk.
Att installera nitmutterinsatser korrekt är enkelt när du förstår varje steg. Att rusa eller hoppa över steg leder till dålig installation som kan misslyckas under belastning.
Även erfarna tillverkare gör dessa fel. Att känna till dem i förväg kommer att rädda dig från att behöva borra ut en dåligt inställd skär - vilket inte är ett roligt jobb.
Användningsområdet för rivnötter är genuint brett. Här är några av de vanligaste användningsområdena inom olika branscher för att ge dig en känsla av var dessa fästelement dyker upp i praktiken:
Nitnöternas kvalitet varierar kraftigt mellan leverantörerna. Budgetinsatser från overifierade källor har ofta inkonsekventa dimensioner, mjuka trådar som lätt avskalas eller tunna trumväggar som spricker under installationen snarare än att de bildar ett rent blindhuvud. För professionellt eller säkerhetskritiskt arbete är köp från etablerade fästelementsleverantörer med dokumenterade materialcertifieringar värt den lilla premien.
För allmänt bruk, leta efter insatser som anger materialkvalitet (t.ex. rostfritt A2, 5052 aluminium, kolstål med zinkplätering), lista det faktiska greppområdet i millimeter och inkludera den erforderliga håldiametern. Ansedda märken som Bollhoff (Rivkle), Stanley Engineered Fastening (Avdel), Gesipa och Wurth används ofta i professionella miljöer och är tillgängliga via distributörer av industriella fästelement. För mindre kvantiteter har Amazon, McMaster-Carr och Bolt Depot ett bra urval av metriska och imperialistiska nitmutterinsatser med tydliga specifikationer.
När du köper i bulk, överväg att köpa sortimentssatser som innehåller flera storlekar i ett paket – dessa är särskilt användbara för verkstäder som hanterar olika projekt, eftersom du har rätt storlek till hands utan att behöva beställa om innan varje jobb.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved


 Sv
Sv