


Vi välkomnar dig att kontakta oss, stabila inte bara din pålitliga leverantör, utan också din turstworthy affärspartner.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Jan 27,2026
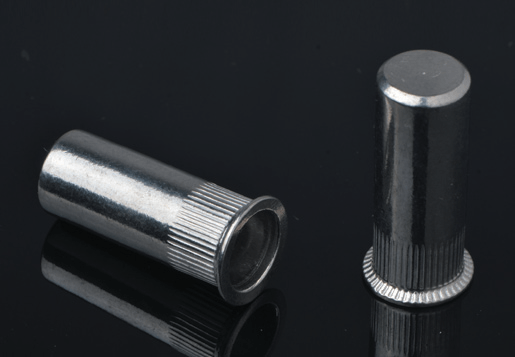
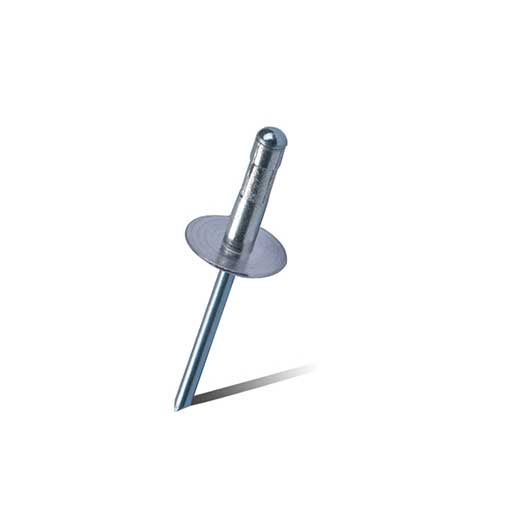
Blindnitmuttrar , ofta kallad "rivnuts" eller gängade skär, löser en specifik teknisk utmaning: att skapa starka, återanvändbara trådar i material som är för tunna för att knacka. Till skillnad från standardnitar som permanent sammanfogar två delar, förankrar en nitmutter sig i ett enda ark, vilket ger en monteringspunkt för bultar eller skruvar. Detta gör dem oumbärliga i bilrestaurering, flyg och specialtillverkning där baksidan är omöjlig.
Mekanismen är beroende av kompression. När nitmuttern gängas på inställningsverktyget och förs in i ett förborrat hål, drar verktyget gängorna bakåt. Denna åtgärd får den ogängade delen av skaftet – känd som kollapskammaren – att bukta utåt på den blinda sidan av materialet. Denna utbuktning klämmer plåten tätt mot fästelementets huvud och låser den på plats. Att förstå denna deformationsprocess är avgörande eftersom om dragkraften är för svag snurrar muttern; om den är för stark, remsar trådarna.
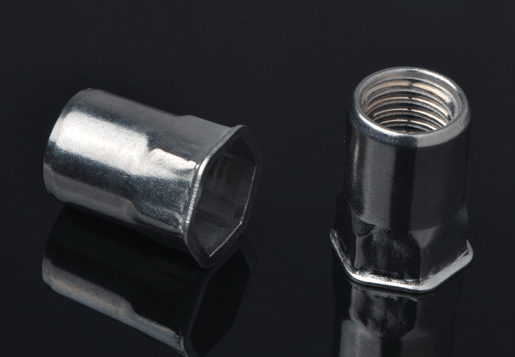
Att välja rätt form är det första steget för att förhindra misslyckande. Kroppsprofilen dikterar fästelementets motstånd mot "spin-out" - det vanligaste felläget där muttern roterar i hålet när en bult dras åt. Medan runda kroppar är vanligast på grund av enkel installation (kräver endast en standardborr), erbjuder de minst motstånd mot vridmoment.
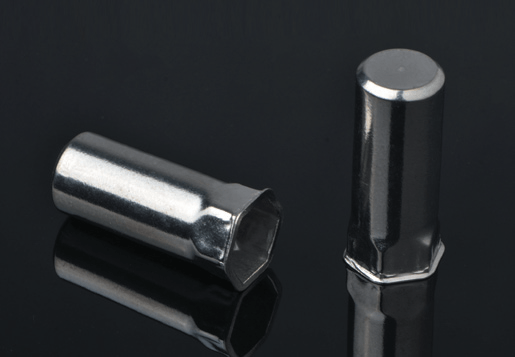
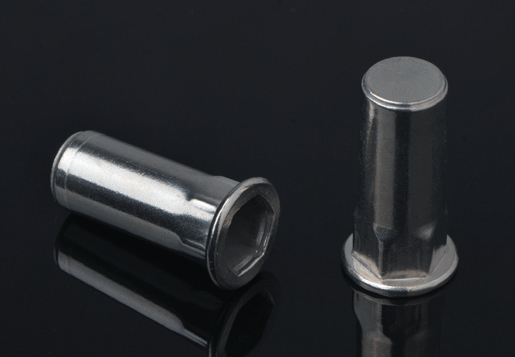
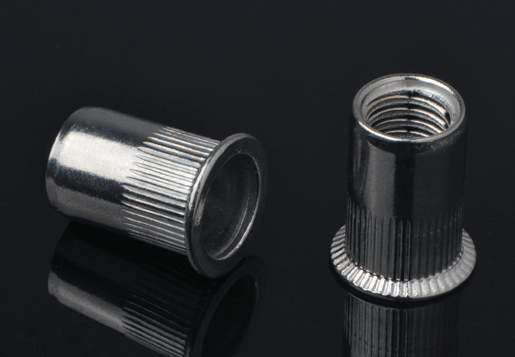
För applikationer med högt vridmoment är sexkantiga nitmuttrar överlägsna. De kräver ett sexkantsformat hål, vanligtvis bildat av en laserskärare eller en specialiserad stans, men de låser sig mekaniskt i materialet, vilket gör spin-out nästan omöjligt. Om du är begränsad till att borra runda hål men behöver högre vridmomentmotstånd, leta efter "splines" eller "räfflade" runda kroppar. Dessa har vertikala åsar på skaftet som biter in i värdmaterialet för att öka friktionen.
Huvudstilen påverkar den slutliga flushnessen av din montering. A Platt huvud ger mest yta på framsidan, erbjuder högt tryck-ut-motstånd, men den sitter stolt över ytan. A Försänkt huvud låter fästet sitta i jämnhöjd med materialet men kräver att du försänker hålet, vilket är svårt i mycket tunn plåt. A Reducerat eller lågprofilhuvud är ett hybridalternativ som erbjuder en nästan jämn passform utan behov av försänkning, även om den erbjuder något mindre strukturell styrka än ett stort platt huvud.
En av de mest förbisedda aspekterna av installation av nitmutter är galvanisk korrosion. Detta inträffar när två olika metaller är i kontakt i närvaro av en elektrolyt (som fukt), vilket gör att den ena korroderar snabbt. Att till exempel installera en aluminiumnitmutter i en stålpanel kan leda till att muttern med tiden förvandlas till vitt pulver, vilket orsakar strukturella fel.

Till skillnad från en standardmutter och bult har en blindnitmutter ett specifikt "greppområde" - den minsta och maximala materialtjockleken den effektivt kan klämma fast. Om du försöker installera en nitmutter med ett greppområde på 0,5 mm–3,0 mm i en 4,0 mm tjock platta, kommer kollapskammaren inte att expandera helt, vilket resulterar i en lös passform. Omvänt, om du använder en nitmutter avsedd för tjocka material på ett tunt ark kommer huvudet att förhindra att det sitter ordentligt.
Mät alltid den totala tjockleken på materialet du installerar i, inklusive eventuell färg eller beläggningar. Tillverkare stämplar eller färgkodar sina fästelement för att indikera greppomfång. Om du arbetar med varierande tjocklekar, överväg "multigrip" nitmuttrar, som har variabla kollapszoner för att rymma ett bredare utbud av mätare.
| Parameter | Konsekvens av fel | Lösning |
| Hålstorlek för stor | Nitmutter snurrar fritt; förlust av vridmomentmotstånd. | Använd exakta borrkronor; vackla inte borren. |
| Greppräckvidden för kort | Utbuktning bildas inuti hålet, inte bakom det. | Mät materialtjockleken med bromsok. |
| Övermomentverktyg | Gängremsa eller dorn snäpper. | Justera verktygets slaglängd; använd ett vridmomentbegränsat verktyg. |
Spin-out är mardrömsscenariot för alla installatörer. När en nitmutter snurrar blir det extremt svårt att ta bort bulten, vilket ofta kräver att bulthuvudet slipas bort. Förebyggandet är helt beroende av hålförberedelse och korrekt inställningskraft.
Hålet måste ha den exakta diameter som anges av tillverkaren. Om specifikationen kräver ett 9 mm hål, kommer en 3/8" borrspets (som är ungefär 9,5 mm) att resultera i en slarvig passform och oundvikligt fel. Använd metriska bits för metriska nitmuttrar. Se dessutom till att hålet är avgradat. Grader kan sitta under nitmutterns huvud, vilket förhindrar att den håller fast den fasta nitmuttern och minskar den från att hålla fast den fasta nitningen.
Om du tvingas använda en rund nitmutter i en kritisk applikation kan du öka säkerheten genom att applicera en hållarmassa (som Loctite 680) på utsidan av nitmutterkroppen före insättning. Låt det härda helt innan du installerar bulten. Detta lägger till en kemisk bindning för att komplettera den mekaniska friktionen.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved


 Sv
Sv