


Vi välkomnar dig att kontakta oss, stabila inte bara din pålitliga leverantör, utan också din turstworthy affärspartner.
 +(86) -133 8863 9264
+(86) -133 8863 9264

May 06,2026
Om du någonsin har tittat på en påse med blindnitar och undrade vad dessa siffror egentligen betyder - eller om storleken syftar på huvudet, kroppen eller något helt annat - du är inte ensam. Det är en av de vanligaste förvirringspunkterna för alla som är nya i nitning, och även erfarna hantverkare blandar ibland ihop det. Det korta svaret är: blindnitstorleken bestäms av diametern på skaftet (den cylindriska kroppen), inte huvudet. Huvudstorleken varierar beroende på nitstil och ingår inte i storleksbeteckningen. Den här artikeln förklarar exakt hur dimensionering av blindnit fungerar, hur du läser nitstorlekskoder och hur du ser till att du väljer rätt nit för din applikation varje gång.
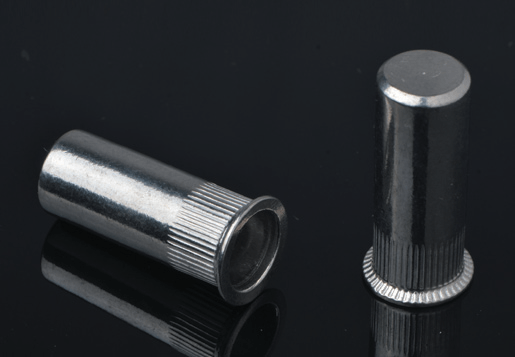
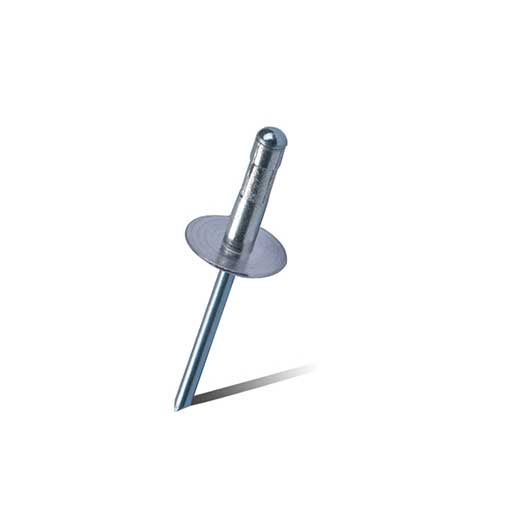
Innan du dyker in i dimensionering hjälper det att förstå vad en blindnit är fysiskt gjord av, eftersom namnkonventionerna följer den fysiska strukturen direkt. En blindnit – även kallad popnit – består av två komponenter: nitkroppen och dornen (även kallad skaft eller stift).
Nitkroppen har tre distinkta sektioner. Huvudet är flänsen i ena änden som sitter på den yttre ytan av materialet som ska sammanfogas och fördelar klämbelastningen. Skaftet (även kallat cylindern eller kroppen) är den cylindriska delen som passerar genom det förborrade hålet i materialen som ska sammanfogas. Bakänden är den öppna änden av skaftet som deformeras och expanderar på den blinda sidan av fogen när dornen dras igenom, vilket skapar låshuvudet som klämmer ihop materialen.
Dornen är den tunna stålpinnen som löper genom mitten av nitkroppen. Under installationen griper ett nitverktyg dornhuvudet och drar det genom nitkroppen med kraft. Denna åtgärd expanderar skaftets bakände mot den blinda sidan av materialet. När klämkraften når den designade nivån, snäpper dornen vid en försvagad brottpunkt, vilket lämnar nituppsättningen och den trasiga dornstubben antingen kvar inuti niten eller skjuts ut, beroende på nitdesignen.
Med denna struktur i åtanke blir dimensioneringslogiken tydlig: skaftet är den del som måste passa exakt genom ett borrat hål, så skaftdiametern är den primära dimensionen. Huvudet sitter på ytan och dess diameter bestäms av den valda huvudstilen, inte av en storleksvariabel. Huvudet är en designfunktion; skaftet är en monteringsdimension.
Blindnitstorleken använder två dimensioner: skaftdiametern och greppområdet. Tillsammans berättar dessa två siffror dig allt du behöver veta för att matcha en nit till en specifik hålstorlek och materialstapeltjocklek. Huvudets diameter är aldrig en del av storleksbeteckningen - det antyds av huvudstilen som väljs separat.
Skaftdiametern är ytterdiametern på den cylindriska nitkroppen. Den måste matcha håldiametern som borras genom materialen som ska fogas. Passformen ska sitta åtsittande men inte tvingad - vanligtvis ett spel på 0,1 mm till 0,2 mm mellan skaftdiametern och hålets diameter. För stort spelrum och niten kommer inte att klämma ihop materialen effektivt; för liten och niten går inte igenom hålet alls.
I det kejserliga dimensioneringssystemet som används allmänt i USA och Storbritannien, anges skaftdiametrar i 32:a tum. En storleksbeteckning på "4" betyder 4/32 av en tum (0,125 tum eller 3,175 mm). En storlek "5" betyder 5/32 av en tum (0,156 tum eller ungefär 4 mm). På metriska marknader anges skaftdiametrar direkt i millimeter - de vanligaste är 3 mm, 4 mm, 4,8 mm, 5 mm och 6 mm.
Greppintervallet är den totala tjockleken av material som en specifik nitlängd kan klämma ihop. Det uttrycks som ett minimum och ett maximum - till exempel betyder ett greppområde på 3 mm till 6 mm att niten kommer att bilda en ordentlig fog på materialstaplar mellan 3 mm och 6 mm tjocka. Om den kombinerade materialtjockleken faller utanför detta intervall kommer niten antingen att misslyckas med att bilda ett ordentligt blindhuvud (för tjockt) eller så kommer dornen att gå sönder innan den genererar tillräcklig klämkraft (för tunn).
I det kejserliga storlekssystemet är greppområdet den andra siffran i den tvåsiffriga nitbeteckningen och mäts i 16:e tum. En beteckning på "4-6" betyder en skaftdiameter på 4/32 tum (1/8 tum) med ett maximalt grepp på 6/16 tum (3/8 tum). Minsta grepp för de flesta standardnitar är cirka 1/16 tum om inget annat anges. I metriska system listas nitspecifikationer vanligtvis direkt som en nominell skaftdiameter följt av en längd - till exempel 4 × 12 mm - med greppområdet angivet separat i produktspecifikationen.
I Nordamerika och Storbritannien säljs och specificeras blindnitar oftast med en tvåsiffrig kod stämplad på förpackningen — till exempel 44, 46, 64, 68, 810. Att förstå hur man avkodar detta berättar omedelbart både skaftdiametern och greppkapaciteten.
Den första siffran är skaftets diameter i 32:a tum. Den andra siffran är det maximala greppet i 16:e tum. Här är de vanligaste standardstorlekarna avkodade:
| Storlekskod | Skaftdiameter (tum) | Skaftdiameter (mm) | Max Grip (tum) | Max grepp (mm) | Borrstorlek |
| 33 | 3/32" | 2,4 mm | 3/16" | 4,8 mm | nr 40 / 2,5 mm |
| 44 | 4/32" (1/8") | 3,2 mm | 4/16" (1/4") | 6,4 mm | nr 30 / 3,3mm |
| 46 | 4/32" (1/8") | 3,2 mm | 6/16" (3/8") | 9,5 mm | nr 30 / 3,3mm |
| 56 | 5/32" | 4,0 mm | 6/16" (3/8") | 9,5 mm | nr 21 / 4,1mm |
| 64 | 6/32" (3/16") | 4,8 mm | 4/16" (1/4") | 6,4 mm | nr 11 / 5,0mm |
| 68 | 6/32" (3/16") | 4,8 mm | 8/16" (1/2") | 12,7 mm | nr 11 / 5,0mm |
| 810 | 8/32" (1/4") | 6,4 mm | 10/16" (5/8") | 15,9 mm | nr F / 6,5 mm |
Den angivna borrstorleken är den rekommenderade hålstorleken - nominellt 0,1 mm till 0,15 mm större än den angivna skaftdiametern för att möjliggöra enkel insättning utan alltför stort spel. Observera att storlekskoden inte säger något om huvudet. En nit i storlek 46 med kupolhuvud och en nit i storlek 46 med ett stort flänshuvud är båda "46" — huvudstilen är helt och hållet en separat specifikation, vilket är den tydligaste demonstrationen av att huvudets diameter inte är en del av storlekssystemet.
Eftersom huvudets diameter inte är en del av nitstorleksbeteckningen är det värt att förstå vad huvudet faktiskt gör och varför det finns olika huvudstilar — eftersom att välja fel huvudstil för en applikation är ett separat och lika viktigt beslut från att välja rätt skaftstorlek.
Huvudet på en blindnit har två funktioner: det anligger mot den yttre ytan av materialet för att fördela klämbelastningen, och det ger det visuella färdiga utseendet på den åtkomliga sidan av fogen. Huvudets diameter bestämmer lagerytan - ett större huvud fördelar klämkraften över ett större område, vilket minskar belastningen per ytenhet på ytmaterialet. Detta har stor betydelse när man nitar mjuka, tunna eller spröda material som kan spricka eller deformeras under en koncentrerad belastning från ett litet huvud.
Kupolhuvudet - även kallat det runda huvudet eller universalhuvudet - är standardhuvudet för de flesta allmänna applikationer. Dess huvuddiameter är vanligtvis 2 till 2,5 gånger skaftdiametern. För en 4,8 mm skaftnit kommer ett kupolhuvud att vara cirka 9,5 mm till 12 mm i diameter. Det ger en bra balans mellan lageryta, låg profil ovanför ytan och rent utseende. Kupolhuvudet är lämpligt för metall-till-metall-skarvar, plastskarvning och de flesta strukturella applikationer där ytspänning inte är ett problem.

Det stora flänshuvudet - även kallat det överdimensionerade huvudet eller glödlampshuvudet - har en huvuddiameter på cirka 3 till 4 gånger skaftdiametern, betydligt större än ett kupolhuvud på samma skaftstorlek. En 4,8 mm skaft med stor flänsnit kan ha en huvuddiameter på 14 mm till 16 mm eller mer. Denna stora lageryta är speciellt utformad för sammanfogning av mjuka material - skumpaneler, tunn plast, glasfiber, träkompositer och gummi - där ett standard kupolhuvud skulle dra genom ytan under belastning. Det stora flänshuvudet sprider spännkraften över ett bredare område och förhindrar genomdragning utan att behöva en separat bricka.
Det försänkta huvudet är utformat för att sitta i jämnhöjd med materialytan efter installation. Det kräver ett försänkt (avfasat) hål borrat i samma vinkel som nithuvudet - vanligtvis 90° eller 120° inkluderad vinkel. Eftersom huvudet sitter under eller i nivå med ytan, ger det inget utskjutande lagerområde och är inte lämpligt för mjuka eller tunna material där ytspänning är ett problem. Försänkta nitar används för aerodynamiska ytor, golv, dekorativa paneler och alla applikationer där en jämn, hakfri yta krävs. Huvuddiametern på en försänkt nit är vanligtvis lik eller något mindre än ett kupolhuvud med samma skaftstorlek, men den relevanta dimensionen för installation är försänkningsvinkeln, inte huvuddiametern.
På metriska marknader - större delen av Europa, Australien och alltmer internationella försörjningskedjor - anges blindnitspecifikationer direkt i millimeter istället för att använda bråkkodssystemet. En metrisk nitspecifikation läses vanligtvis som diameter × längd - till exempel 4 × 10, 4,8 × 12 eller 6 × 16. Diametern är skaftdiametern i millimeter, och längden är den totala nitkroppens längd före installation i millimeter.
Gripsortimentet publiceras vanligtvis separat i produktdatabladet eller trycks på förpackningen. För en 4,8 × 12 mm nit, till exempel, kan greppområdet anges som 3,0 mm till 6,5 mm, vilket innebär att den kombinerade materialtjockleken måste falla inom det intervallet för att niten ska sätta sig korrekt. Om du arbetar utifrån en metrisk specifikation och behöver konvertera till en amerikansk storlekskod för inköp från en leverantör i USA eller Storbritannien, täcker följande motsvarigheter de vanligaste storlekarna:
| Metrisk skaftdiameter | Imperial motsvarighet | Imperial storlekskod (första siffran) | Rekommenderad borr |
| 2,4 mm | 3/32" | 3 | 2,5 mm / nr 40 |
| 3,2 mm | 1/8" | 4 | 3,3 mm / nr 30 |
| 4,0 mm | 5/32" | 5 | 4,1 mm / nr 21 |
| 4,8 mm | 3/16" | 6 | 5,0 mm / nr 11 |
| 6,0 mm | 15/64" (stäng) | — | 6,1 mm / nr. B |
| 6,4 mm | 1/4" | 8 | 6,5 mm / nr. F |
Med dimensioneringslogiken klar är det en enkel process i tre steg att välja rätt nit för en specifik applikation. Att få alla tre stegen rätt garanterar en ordentlig fog; Att missa någon av dem leder till en svag, lös eller misslyckad installation.
Håldiametern drivs av nitens skaftdiameter, som i sin tur bör anpassas till fogens strukturella krav. Som en allmän regel ger större skaftdiametrar högre skjuvhållfasthet och är lämpliga för tyngre belastningar. För lätta plåt-, plast- och trimfästning är ett 3,2 mm (1/8") skaft vanligtvis lämpligt. För konstruktionsfogar vid metalltillverkning, trailerkonstruktion och tung utrustning är 4,8 mm (3/16") eller 6,4 mm (1/4") skaft mer lämpliga. När skaftets diameter har bestämts, borra hålet 0,1 mm till 0,15 mm större än skaftet för att säkerställa enkel insättning.
Mät den kombinerade tjockleken på alla lager som ska fogas vid nitplatsen. Detta är ditt nödvändiga grepp. Välj en nit vars greppområde bekvämt inkluderar din uppmätta tjocklek - helst med ditt mått som faller i mitten av tredjedelen av greppområdet snarare än vid det extrema minimum eller maximum. Om din materialstapel är 5 mm tjock är en nit med ett greppområde på 3 mm till 7 mm ett bättre val än en nit med max. 4,5 mm till 6 mm, även om båda tekniskt sett täcker 5 mm.
Med skaftdiameter och greppintervall bestämt, välj huvudstil baserat på materialet som ska fogas och ytkraven. Använd ett kupolhuvud för vanliga metall-till-metall-skarvar. Använd ett stort flänshuvud för mjuka, tunna eller ömtåliga material. Använd ett försänkt huvud där en jämn yta krävs. Huvudvalet ändrar inte storlekskoden – ett kupolhuvud i storlek 46 och ett stort flänshuvud i storlek 46 är båda "storlek 46", installerade i samma 3,3 mm hål, med samma greppområde. Endast ytans bärarea och profil skiljer sig åt.
Även med den korrekta förståelsen av hur nitdimensionering fungerar, dyker några specifika misstag upp upprepade gånger i praktiken. Att vara medveten om dem förhindrar slöseri med fästelement och trasiga skarvar.
Nitmaterialet påverkar inte bara hållfastheten utan också hur niten deformeras under härdning och hur den beter sig under drift. Ur ett dimensioneringsperspektiv kan materialvalet påverka den erforderliga håltoleransen och greppområdets prestanda vid ytterligheter av det angivna området.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved


 Sv
Sv