


Vi välkomnar dig att kontakta oss, stabila inte bara din pålitliga leverantör, utan också din turstworthy affärspartner.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Apr 29,2026
När folk frågar hur många pund en nitmutter kan hålla beror svaret på vilken typ av belastning du pratar om. Nitmuttrar – även kallade muttrar, blindnitmuttrar eller gängade insatser – kan misslyckas på tre olika sätt, och var och en har sin egen styrka. Att förstå skillnaden är det första steget för att använda nitmuttrar korrekt och säkert.
Utdragsstyrka (även kallad draghållfasthet) är kraften som krävs för att dra nitmuttern rakt ut ur basmaterialet i axiell riktning - i huvudsak dra den genom hålet. Detta är den vanligaste belastningsklassen eftersom det är det enklaste felläget att testa. Skjuvstyrka är motståndet mot en sidokraft som appliceras vinkelrätt mot nitmutterns axel - den typ av belastning som försöker glida fästelementet i sidled genom materialet. Vridmomentstyrka är rotationsmotståndet — hur mycket vridkraft den installerade nitmutter kan hantera innan du snurrar i hålet. I de flesta verkliga applikationer är den faktiska belastningen en kombination av alla tre, men utdragningshållfastheten är det primära riktmärket som används av tillverkare för belastningsvärden.
De två största variablerna i nitmutterns hållfasthet är gängstorlek och materialet som själva nitmuttern är gjord av. Här är en praktisk uppdelning av typiska utdrags- och skjuvhållfasthetssiffror som du kan se över vanliga nitmutterspecifikationer. Observera att detta är representativa värden baserat på installation i 2–3 mm stålplåt – faktiska värden varierar beroende på tillverkare, basmaterial och installationskvalitet.
| Trådstorlek | Utdragbar stålnitmutter (lbs) | Utdragbar aluminiumnitmutter (lbs) | Utdrag i rostfritt stål (lbs) |
| M4 / #8-32 | 400 – 600 lbs | 200 – 350 lbs | 500 – 700 lbs |
| M5 / #10-24 | 600 – 900 lbs | 300 – 500 lbs | 700 – 1 000 pund |
| M6 / 1/4-20 | 900 – 1 400 pund | 450 – 700 lbs | 1 100 – 1 600 pund |
| M8 / 5/16-18 | 1 400 – 2 200 pund | 700 – 1 100 pund | 1 800 – 2 600 pund |
| M10 / 3/8-16 | 2 000 – 3 200 pund | 1 000 – 1 600 pund | 2 500 – 3 800 pund |
| M12 / 1/2-13 | 2 800 – 4 500 pund | 1 400 – 2 200 pund | 3 500 – 5 200 pund |
Dessa siffror representerar kapaciteten hos en enda nitmutter installerad i stålplåt med tillräcklig tjocklek. Skjuvhållfasthetsvärdena är vanligtvis 60–80 % av utdragssiffrorna för samma fästelement. För säkerhetskritiska applikationer, använd alltid en säkerhetsfaktor på minst 3:1 till 4:1, vilket innebär att du inte ska ladda ett fästelement som är klassat för 1 200 lbs till mer än 300–400 lbs under drift. Se alltid den specifika tillverkarens datablad för den exakta produkten du använder, eftersom byggkvalitet och värmebehandling varierar mellan olika märken.
Belastningsvärdena ovan förutsätter installation i stålplåt med tillräcklig tjocklek för nitmutterns storlek. I verkligheten har tjockleken och styrkan på basmaterialet du installerar i en enorm effekt på hur mycket vikt en nitmutter faktiskt kan hålla - ofta mer än själva nitmuttern. En höghållfast nitmutter av rostfritt stål installerad i tunn aluminiumplåt är bara så stark som aluminiumet tillåter den att vara.
Varje nitmutter har ett specificerat greppområde - den minsta och maximala plåttjockleken den är utformad för att klämma fast. Om basmaterialet är tunnare än det minsta greppområdet, kommer nitmuttern inte att bilda en ordentlig utbuktning på den blinda sidan, vilket resulterar i en lös, underhållfast installation som kan dra ut med en liten bråkdel av dess nominella kapacitet. Som en generell regel, för M6 nitmuttrar, vill du ha minst 1,5 mm stål eller 2,0 mm aluminium. För M8 och större är 2,0–3,0 mm stål det praktiska minimum för fullhållfast installation. Att använda en nitmutter i material som är tunnare än vad som anges är en av de vanligaste orsakerna till tidigt fel på fästelementen i gör-det-själv och lätt tillverkningsarbete.
En nitmutter installerad i mjuk stålplåt kommer att hålla betydligt mer än samma fästelement installerat i samma tjocklek av aluminium eller plast. Nitmutterns blinda fläns anligger mot plåtmaterialets baksida - om det materialet är mjukt eller sprött kommer det att deformeras eller spricka runt fästelementet innan själva nitmuttern når sin nominella utdragshållfasthet. När du installerar i aluminium, minska dina lastförväntningar med 40–60 % jämfört med motsvarande stålinstallation. För kompositpaneler, glasfiber eller tunn plast är nitmuttrar i allmänhet inte det korrekta valet av fästelement för någon betydande strukturell belastning – gängade plattor eller stödplåtar bör användas istället.
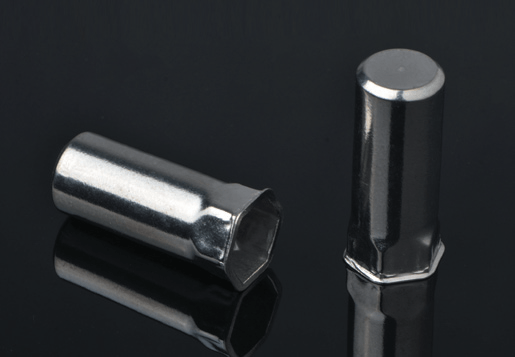
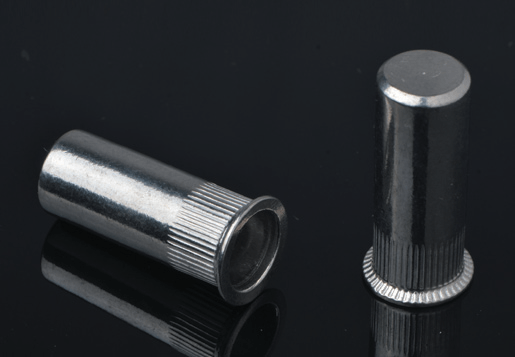
Alla nitmuttrar har inte samma kroppsgeometri, och karossstilen påverkar direkt både utdragsstyrkan och, kritiskt, vridmomentmotståndet - hur väl den installerade insatsen motstår att snurra när du drar åt en bult i den.
Standard nitmuttrar med rund kropp har ett slätt cylindriskt skaft. De är den vanligaste typen och är enkla att installera. Deras svaghet är motståndet mot vridmoment - under högt skruvdragningsmoment kan en slät rund kropp snurra i hålet eftersom det inte finns någon mekanisk funktion som förhindrar rotation. Detta begränsar det säkra bultmomentet till relativt blygsamma värden och gör dem mindre lämpliga för applikationer som kräver frekvent demontering och återinstallation av bultar, där kumulativ spinning kan förstora hålet med tiden.
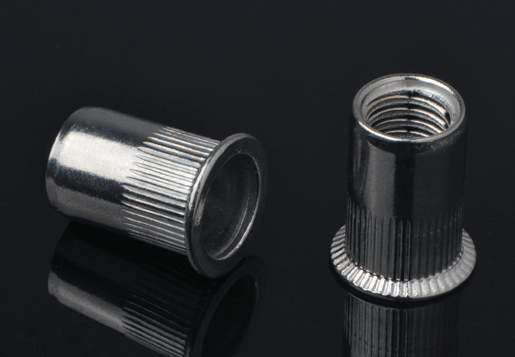
Räfflade nitmuttrar har en tandad eller räfflad yttre yta på skaftet. Under installationen biter dessa tandningar i väggen av det borrade hålet och motstår rotation mycket mer effektivt än en slät kropp. Vridningsmotståndet på en räfflade M8-nitmutter kan vara 3–5 gånger högre än motsvarande slätkroppskonstruktion – ofta över 30–50 Nm jämfört med 8–15 Nm för slät kropp. För alla applikationer där du regelbundet drar åt och lossar bultar, eller där hög bultförspänning krävs, är räfflade nitmuttrar det rätta valet.
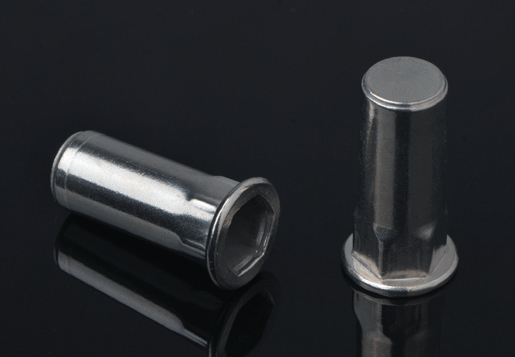
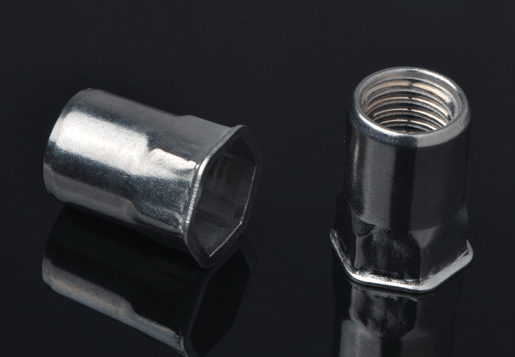
Sexkantsnitmuttrar kräver ett sexkantigt hål (stansat eller brutet i stället för borrat) men ger det högsta motståndet mot vridmoment av alla typer av nitmutter. De platta sidorna av sexkantskroppen låser sig mekaniskt mot sidorna av sexkanthålet, vilket effektivt förhindrar rotation oavsett bultmomentet. De är det föredragna valet inom fordons- och rymdtillverkning där fästelementens integritet under vibrationer och upprepade monteringscykler är avgörande. Kravet på ett sexkanthål är den huvudsakliga begränsningen - det lägger till ett steg i hålförberedelsen som inte är genomförbart i alla applikationer.

En nitmutter som har specificerats korrekt och är gjord av material av god kvalitet kan fortfarande misslyckas långt under sin nominella kapacitet om den inte installeras korrekt. Dålig installation är ansvarig för en betydande del av nitmuttrarnas fel på fältet, och de flesta av dessa fel kan helt förhindras.
Nitmuttrar finns med flera flänsprofilalternativ och valet påverkar både lastfördelningen och den praktiska lastkapaciteten i vissa applikationer.
Standardnitmuttrar med platt fläns är standard för de flesta applikationer - flänsen ligger i plan mot ytan av plåten och fördelar belastningen över en definierad kontaktyta. Nitmuttrar med stor fläns har en betydligt bredare flänsdiameter, vilket sprider utdragningsbelastningen över en större yta av plåtytan. Detta är särskilt värdefullt i tunna eller mjuka material – den större flänsen hindrar nitmuttern från att dra genom materialet vid flänskanten, vilket effektivt ökar utdragningshållfastheten i dessa underlag med 20–40 % jämfört med en standardfläns. Om du installerar i aluminiumplåt som är tunnare än 2 mm, eller i kompositpaneler, är att specificera en nitmutter med stor fläns ett enkelt sätt att förbättra belastningsgraden utan att ändra gängstorleken eller byta material.
Försänkta (CSK) flänsnitmuttrar är designade för applikationer där ytan måste vara helt jämn – ingen utstickande fläns. Avvägningen är minskat utdragningsmotstånd vid flänsgränssnittet, eftersom den försänkta geometrin koncentrerar lasten vid kanten av försänkningen istället för att fördela den över en plan lageryta. CSK-nitmuttrar används bäst där ytprofilen är prioritet och belastningen är måttlig – de är inte det rätta valet för maximal belastningskapacitet.
Att sätta siffrorna i sitt sammanhang hjälper till att kalibrera förväntningarna. Här är vanliga verkliga användningsfall och de belastningskrav som är involverade:
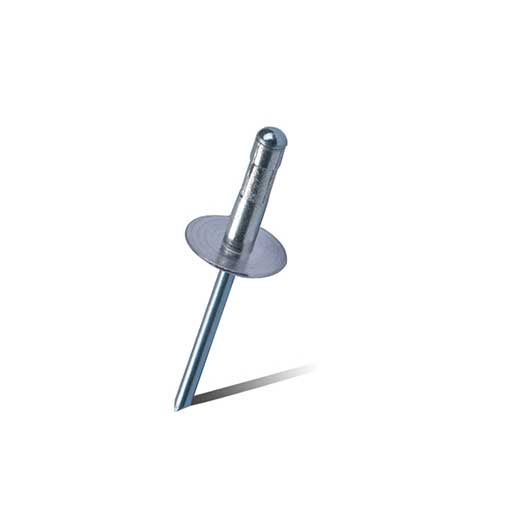
Nitmuttrar är inte det enda sättet att lägga till en gängad anslutning till plåt - och att förstå hur de jämförs med alternativ hjälper till att välja rätt fästmetod för den aktuella belastningen.
| Typ av fästelement | Typisk utdragsstyrka (M8) | Motstånd mot vridmoment | Behöver du tillgång till båda sidor? | Bäst för |
| Nitmutter (slät) | 1 400 – 2 200 pund | Låg | Nej | Allmän infästning på blindsidan |
| Nitmutter (räfflade) | 1 400 – 2 200 pund | Hög | Nej | Hög-torque, repeated assembly |
| Svetsmutter | 2 500 – 4 000 pund | Mycket hög | Ja (svetsning) | Hög-strength, permanent joints |
| Clip / Speed Nut | 200 - 600 lbs | Måttlig | Nej | Lätt, lätt att ta bort |
| Självhäftande mutter | 2 000 – 3 500 pund | Mycket hög | Ja (åtkomst till tryckning) | Tunn plåt, hög belastning, produktion |
Nitmuttrar upptar en praktisk mellanväg — de ger mycket mer styrka än klämmuttrar och kan installeras utan tillgång till den blinda sidan, vilket gör dem till det rätta verktyget för reparationer, eftermontering och tillverkning där borrning och sättning från ena sidan är det enda alternativet. Där båda sidor är åtkomliga och belastningen är mycket hög, kommer svetsmuttrar eller självhäftande muttrar att överträffa nitmuttrar. För de flesta allmänna plåtarbeten är dock en korrekt installerad stålnitmutter av rätt storlek helt tillräcklig.
Generiska hållfasthetstabeller är användbara för planering av bollplank, men för alla applikationer där belastningen spelar roll - fordonsmodifieringar, utrustningsmontering, strukturella fästen - bör du arbeta utifrån den specifika tillverkarens data för den exakta produkten du använder. Så här gör du det på ett tillförlitligt sätt:






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved


 Sv
Sv